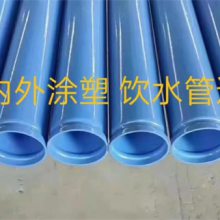
1、应按《建筑给水涂塑复合管管道工程技术规程》CECS125:2001执行。
2、涂塑钢管应选用下列施工机具:
(1)切割应采用金属锯切割;
(2)压槽应采用滚槽机;
(3)弯管应采用弯管机冷弯;
(4)套丝应采用电动套丝机进行管螺纹加工;
(5)涂塑钢管端口去毛刺和加工园角应采用锉刀加工;
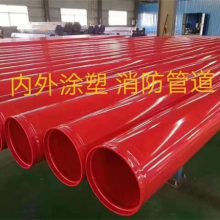
(6)涂敷高强度无机溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。
3、涂塑钢管施工程序应符合下列要求:
(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;
(2)涂塑钢管管道安装中禁止进行焊接;
(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;
(4)涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;
(5)涂塑钢管安装时,法兰涂塑管厂家,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°。
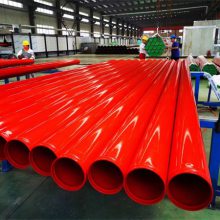
工艺流程:
1.涂料进厂经质量检验合格后直接进入静电喷涂,法兰涂塑管厂,不合格品退回厂家。
2.钢管进厂经质量检验合格后进行管口处理,法兰涂塑管加工厂,管口毛刺及焊缝应打磨光滑(焊接钢筋高度不应超过0.5mm);
3.管口处理完毕后进行酸洗(酸洗浓度不大于30%盐酸,在酸洗池中浸泡不低于3分钟),对于口径较小的可进行喷砂除锈;
4.酸洗后进入磷化,酸洗后的钢管应立即水平放入磷化池中浸泡。其目的是在钢管表面形成一层不易在短时间内氧化的磷化膜,避免再次出现腐蚀。
涂塑钢管的使用寿命与精细管的外表脱碳有关。 假如外表进行脱碳处理,则会下降涂塑钢管的强度和耐磨性,直接影响涂塑钢管的使用寿命。 假如不清洁涂塑钢管上的脱碳层,则会相应下降涂塑钢管外表层的硬度和耐磨性,并且在淬火过程中,体积会构成工件。 内层和外层的改变。 在外表构成裂纹。
导致涂塑钢管脱碳的介质主要是氧气,水蒸气,二氧化碳和其他氧化性气体。 当这些气体接触加热的涂塑钢管时,开封法兰涂塑管,它们将导致涂塑钢管氧化和脱碳。 因此,操控熔炉中二氧化碳与的份额也十分重要。 实际上,向涂塑钢管的锻造炉中添加保护性氮气也是十分有用的。 氮气能够分散一些氧化性气体,并削减塑料涂层钢管的脱碳。